The BX176 LPG detector is a versatile single  gas detector. It is designed for LEL, H2S, CO, CO2, H2, O2 or NH3 detection.
Applications
It is suitable for combustible and toxic gas leakage detection in underground pipe or mines, and keeps the workers safe, prevents the facilities from being destroyed.
Features
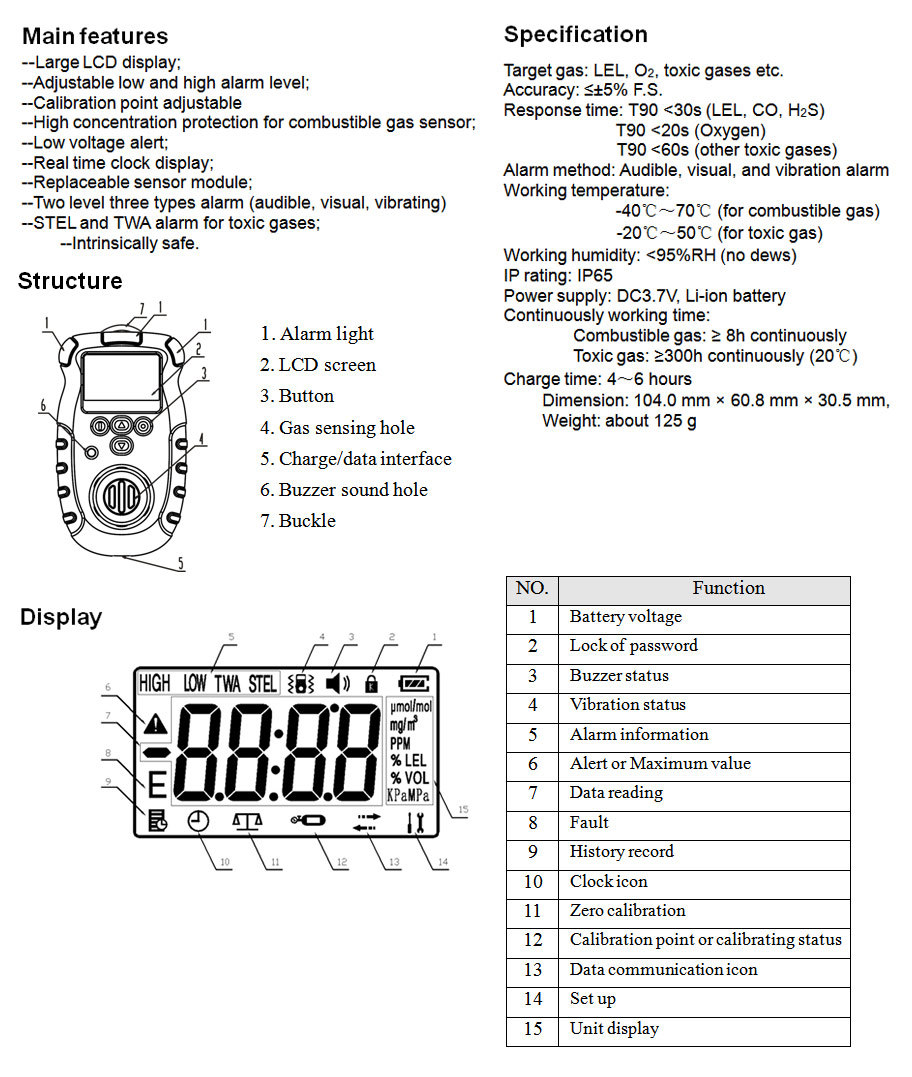
Large LCD display
Adjustable low and high alarm level
High concentration protection for combustible gas
Self test for the combustible gas sensor
Low voltage alert
Selfadjustment function
Data uploading (optional)
Technical Data
Sampling method: natural diffusion
Data uploading function
Adjustable two alarm level
Accuracy: ±5% FS
Power source:DC3.7V Lithium rechargeable battery
Ingress Protection: IP65
Response Time: <30s
Working Temperature: -40ºC~70ºC (for combustible gas)
-20ºC~50ºC (for toxic gas)
Working Humidity: <95%RH
Continuously working time:
Combustible gas: ≥ 8h
Toxic gas: ≥300h (20ºC)
Charging Time: 4~6 hours
Sensor Life: 2 years
Product Pictures




 Description
The BX176 LPG detector is a versatile single  gas detector. It is designed for LEL, H2S, CO, CO2, H2, O2 or NH3 detection.
Applications
It is suitable for combustible and toxic gas leakage detection in underground pipe or mines, and keeps the workers safe, prevents the facilities from being destroyed.
Features
Large LCD display
Adjustable low and high alarm level
High concentration protection for combustible gas
Self test for the combustible gas sensor
Low voltage alert
Selfadjustment function
Data uploading (optional)
Technical Data
Sampling method: natural diffusion
Data uploading function
Adjustable two alarm level
Accuracy: ±5% FS
Power source:DC3.7V Lithium rechargeable battery
Ingress Protection: IP65
Response Time: <30s
Working Temperature: -40ºC~70ºC (for combustible gas)
-20ºC~50ºC (for toxic gas)
Working Humidity: <95%RH
Continuously working time:
Combustible gas: ≥ 8h
Toxic gas: ≥300h (20ºC)
Charging Time: 4~6 hours
Sensor Life: 2 years
Product Pictures
Â
Air Cooled Solvent Recovery Machine using a copper / stainless steel cold row, Germany explosion-proof motor, good heat dissipation, long service life, Solvent Recovery Machine has the advantages of convenient air cooled speculation, advantages of small space.Air cooled solvent Recovery Machine.Characteristics of air cooled solvent recovery machine
Adopt the new standards of Europe and the United States (ATEX) and the national standards for explosion proof (CNEX) design, the whole explosion-proof structure.
- independent research and standardization, mass production, quality guaranteed.
The air cooling type, good environmental adaptability, not afraid of cold weather.
The tilting type structure, convenient cleaning residue.
The timing and constant temperature shutdown, high temperature and high pressure, power failure protection etc. multiple protection function, safe use of worry.
The single / double section type external temperature control, digital display, accurate temperature control, convenient operation, Recyclable single solvent can be mixed solvent recovery stage.
The stainless steel recycling bins, corrosion resistance; double layer structure of indirect heating, heating safety.
All cable joints are explosion-proof sealing design, corrosion protection, stainless steel hose, safety.
The quality of the solvent recovery is high, pure, color, good performance.
The recovery process is short, simple operation, general staff training day to safety work.
The performance is stable and durable, easy maintenance, less material consumption, low maintenance cost.
Air cooled solvent recovery equipment
Air cooling solvent recovery device
Air cooled solvent distillation equipment
Air Cooled Solvent Recovery Machine
Pentane Recovery System,Hexane Recovery System,Octane Recovery System,Cyclohexane Recycling Machine,Paint Solvent Recycler
SHENZHEN KUANBAO ENVIRONMENTAL EQUIPMENT CO., LTD , http://www.calstarkb.com