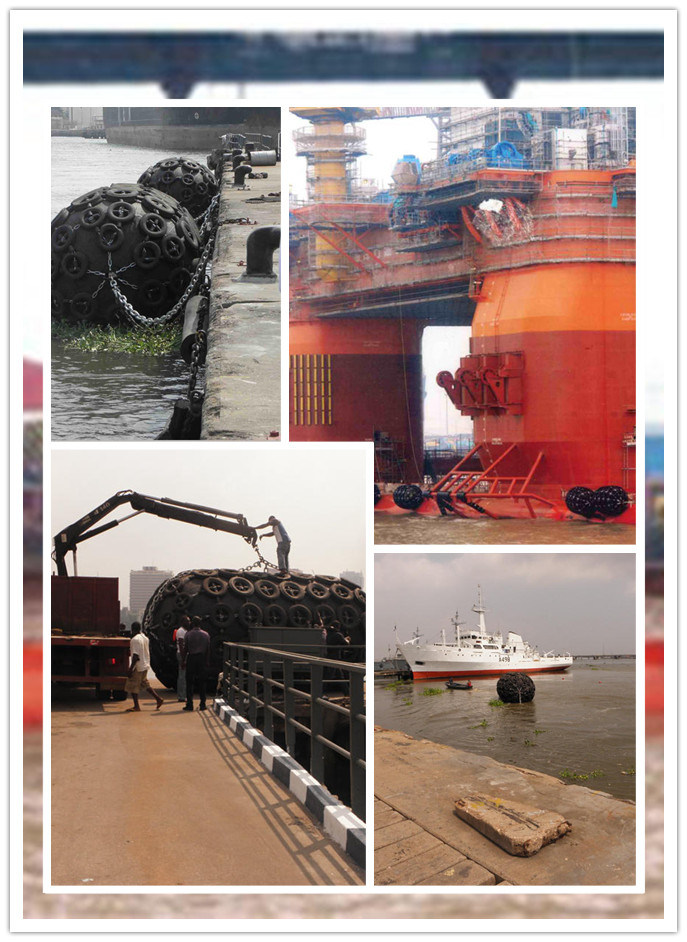
We have pneumatic fender, foam filled fender, foam shipside fender, shipping airbag, cylindrical fender, arch fender, cell fender, cone fender, d fender, w fender, tugboat fender, fender seal, square fender, ladder fender, GD fender, rolling fender etc.
Our fender has almost covered all the types, just send us your inquiry, then we will sure you will find your solutions.
1. Pneumatic fender
2. Foam filled fender

3. Foam shipside fender

4. ship launching airbag

5. arch fender

6. D fender

Send us inquiry, we will come back you for the details.
Â
During the injection molding process, when the molten plastic meets in the form of multiple strands in the cavity due to the holes in the insert, the areas where the flow rate is discontinuous, and the area where the filling material flow is interrupted, a linear weld seam is produced because it cannot be completely fused. In addition, when the gate injection molding occurs, a weld seam will also be formed, and the strength and other properties of the weld seam are poor. The main reasons are as follows:
Processing:
The injection pressure and speed are too low, and the barrel temperature and mold temperature are too low, resulting in premature cooling of the molten material entering the mold and the appearance of weld seams.
When the injection pressure and speed are too high, injection will occur and weld seams will appear. The speed should be increased, and the back pressure should be increased to reduce the viscosity of the plastic and increase the density. Plastics should be dry well, recycled materials should be used sparingly, and weld seams may occur if the amount of release agent is too much or the quality is not good. Reduce clamping force and facilitate exhaust.
2. Mould:
If there are too many gates in the same cavity, reduce the gate or set it symmetrically, or set it as close as possible to the weld seam. The exhaust at the weld seam is poor, and an exhaust system should be set up. The sprue is too large, the size of the gating system is improper, and the gate is opened to prevent the melt from flowing around the insert hole, or use as few inserts as possible. If the wall thickness changes too much, or the wall thickness is too thin, the wall thickness of the workpiece should be uniform. If necessary, a fusion well should be opened at the fusion seam to separate the fusion seam from the workpiece.
3. Plastic aspects:
Lubricants and stabilizers should be appropriately added to plastics with poor fluidity or heat sensitivity. Plastic contains a lot of impurities, if necessary, replace the plastic with good quality.
Pvc Injection,Precision Plastic Injection Mould,Oem Plastic Injection Crate Mould,Plastic Injection Mould
Suzhou Dongye Precision Molding Co.,Ltd. , https://www.sjinjectionmolding.com